Помимо дефектов сварного шва, которые определяются визуально и видны невооруженным взглядом, внутри соединения могут быть проблемы, обнаружить которые можно только при специализированных исследованиях.
Чтобы убедиться в качественных характеристиках шва, выполненного полированной проволокой ДЕКА, лаборатория завода провела радиографический контроль сварных соединений, выполненных высококвалифицированным сварщиком.
Дефекты шва, которые можно выявить при радиографическом контроле:
— Трещины. Горячие образуются еще до полного остывания сварного шва, а холодные возникают уже после остывания. Оба вида дефектов приводят к разрушению сварного соединения и могут носить скрытый характер.
— Поры. Одни из наиболее распространенных дефектов. Чаще всего образование пор связано с некачественной подготовкой поверхности. Они также могут появиться в результате сквозняка, при сдувании газовой защиты во время сварки или по другим причинам при нарушении технологии сварки.
— Посторонние включения внутри сварного шва, которые также могут попасть в сварочную ванну при некачественной подготовки поверхности
— Подрезы. Дефекты проявляются в виде канавки, которые располагаются по длине сварного шва, уменьшают его сечение, а также из-за отсутствия плавного перехода от металла шва к основному металлу, создают концентраторы напряжений, что может приводить к образованию микротрещин и разрушению сварных соединений.
— Непровары. Дефекты, в которых кромки в корневой части соединяемых элементов полностью не расплавлены, из-за чего уменьшается сечение шва, а из-за концентрации напряжений могут образовываться трещины.
— Несплавления. Отсутствие соединения между металлом шва и основным металлом. Также могут приводить к образованию трещин и разрушению швов.
Причины появления дефектов при сварке:
Любая из этих причин может привести к снижению прочности и ухудшению качества сварных соединений.
Радиографический метод контроля сварных соединений – это один из наиболее точных способов неразрушающего контроля. Он применяется повсеместно, при строительстве и ремонте ответственных объектов, таких как: трубопроводы различного назначения; металлоконструкции зданий и сооружений; котельные, работающие под давлением; грузоподъемные машины и т.д. С его помощью специалисты получают объективные и достоверные данные о характере дефектов и качестве сварных швов.
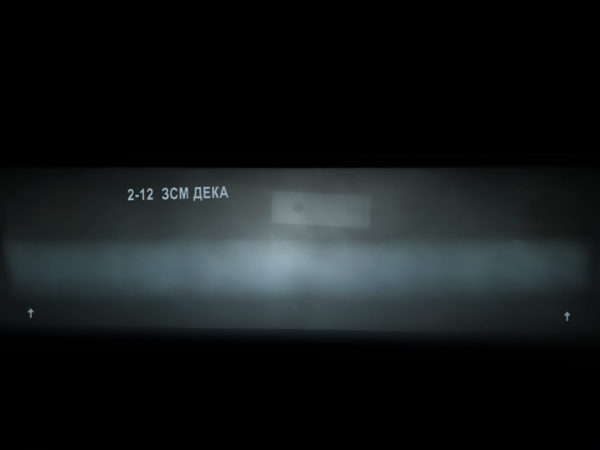
На фото ниже видно, что на сварном шве, выполненном полированной проволокой DEKA СВ-08Г2С, отсутствуют какие-либо дефекты. Швы имеют однородную структуру, в них нет подрезов, непроваров, пор и других дефектов, а высокая квалификация специалиста и соблюдение технологии сварки позволили получить качественные сварные соединения.
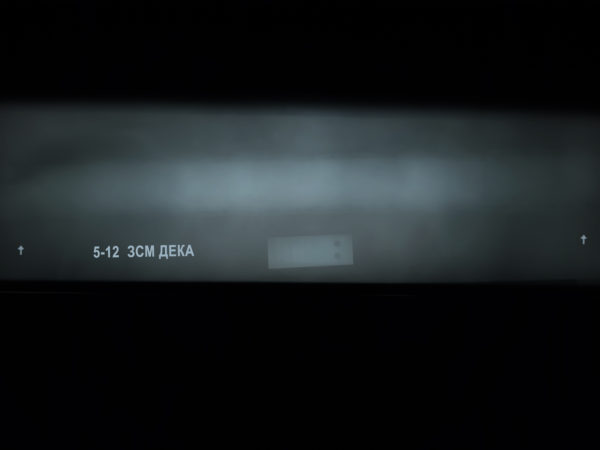
Завод сварочных материалов Дека следит за качеством выпускаемой продукции, проводит входной контроль катанки, контроль на всех этапах производства, а также все необходимые лабораторные исследования готовой продукции. Рентгеновские снимки сварных швов, выполненных полированной проволокой ДЕКА, подтверждают высокое качество изготавливаемой продукции.
28.04.2022