Ручная дуговая Сварка (РДС) – сварка плавлением, при которой нагрев осуществляется электрической дугой, она возникает между сварочным электродом и свариваемыми металлами. При ней сварщик осуществляет все необходимые действия вручную.
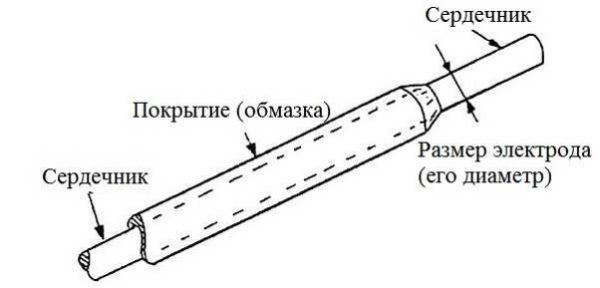
Электрод – Представляет собой стержень-сердечник из электропроводного материала с особым покрытием—обмазкой, предназначенный для подвода электрического тока, образования дуги, перемещения ее в пространстве и формирования сварочного шва.
Выбирая электрод следует обратить внимание на состав сердечника, который должен быть схож со свариваемым металлом.


Плавящийся электрод – это сварочный материал, который наиболее часто используется при сварке в домашних условиях. Основными составными частями такого электрода являются структура и толщина стержня, покрытия.

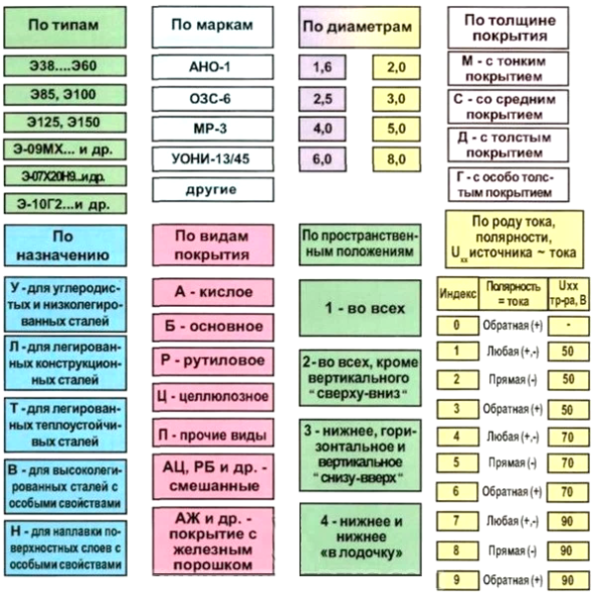
Плавящиеся сварочные электроды классифицируются:
Основное предназначение покрытия электродов — защита сварочной дуги и обеспечение нужных качеств шва. Покрытие не позволяет дуге контактировать с газами атмосферы (азот, водород и кислород). А также защищает сварочный шов от образования пор или трещин
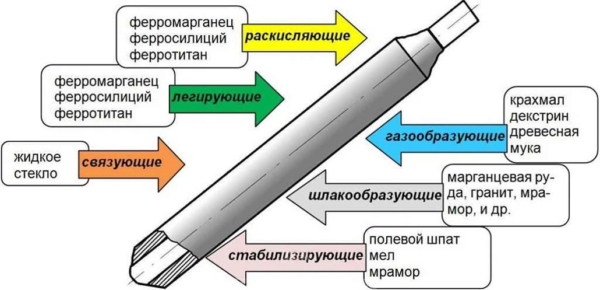
Состав покрытия плавящихся электродов
Виды покрытия плавящихся электродов
Покрытие сварочных электродов подбирают исходя из того, какой вид стали планируется варить, силы нагрузки на конструкцию и других факторов
| Покрытие электродов | Особенности сварки | Обозначение
ГОСТ/AWS |
| Кислое | Состоит в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA). | А/(A) |
| Основное | Состоит преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55 |
Б/(B)
|
| Рутиловое | Состоит преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.
Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу. Рутиловые покрытия менее вредны для здоровья сварщика, чем другие. |
Р/(R) |
| Целлюлозное | Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого — шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов. |
Ц/(C) |
| Смешанного типа | Рутило-карбонатное покрытие (электроды типа Э-46) хорошее формирование металла шва во всех пространственных положениях, легкая отделимость шлаковой корки, устойчивое горение дуги при сварке переменным и постоянным током любой полярности.
Рутило-карбонатно-фтористое покрытие. Применяется при сварке жаростойких сталей, работающих при температуре до 1050° С Ильменитовое покрытие. Отличается легким возбуждением дуги. При сварке электродами АНО-6, выделяется меньше пыли, дыма и газов. Рутиловое покрытие с железным порошком. Высокая производительность за счет наличия в покрытии железного порошка. Сварка выполняется в основном в нижнем положении. Пластмассовое покрытие с железным порошком, для заварки зазоров, во всех пространственных положениях на постоянном и переменном токе. |
РА,РБ,РЦ/ (RA,RB, RC) |
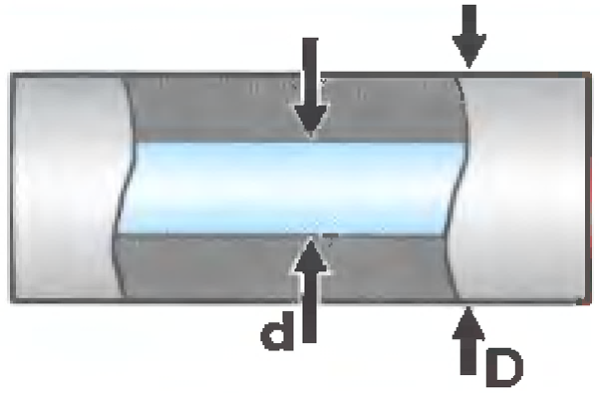
Классификация плавящихся электродов по толщине покрытия.
В соответствии с ГОСТ 9466-75, по толщине, определяемой отношением наружного диаметра электрода (D) к диаметру его стержня (d), покрытия подразделяются на следующие типы в зависимости от отношения D/d
| Тип покрытия | Толщина покрытия | Обозначение |
| Тонкое | D/d < 1,2 | М |
| Среднее | 1,2 < D/d < 1,45 | С |
| Толстое | 1,45 < D/d < 1,8 | Д |
| Особо толстое | D/d > 1,8 | Г |
Полярность при сварке инвертором
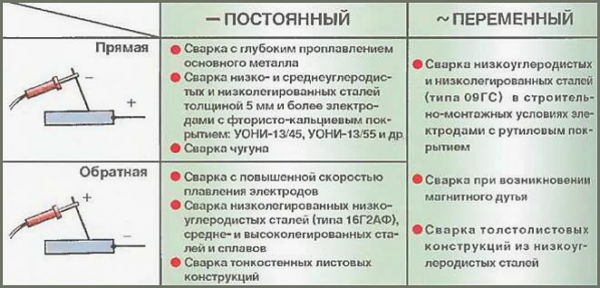
Электроды для переменного тока (AC)
Электроды с Рутиловым и Кислым покрытием
Электроды для сварки переменным током, также подойдут для соединения постоянным, но не наоборот. Следовательно, электроды переменного тока можно называть универсальными
ДОСТОИНСТВА:
НЕДОСТАТКИ
Электроды для постоянного тока (DC)
Электроды с Основным, Целлюлозным и Кислым покрытием
Сваривание постоянным током обеспечивает качественное и надежное соединение, которое обладает высокой крепостью.
Постоянный ток дает ровный шов и легкость его образования. Он создает такие условия, при которых неровности пропадают, а металл в расплавленном состоянии практически не разбрызгивает капли.
ДОСТОИНСТВА:
НЕДОСТАТКИ:
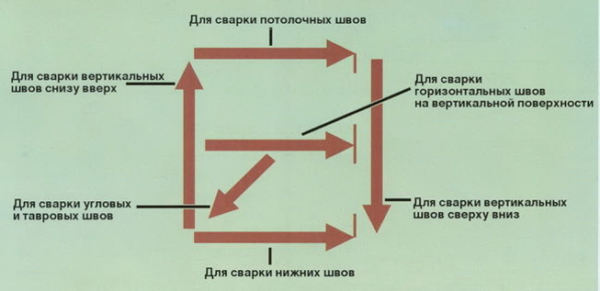
Пространственное положение при сварке электродами
По допустимым положениям стержни разделяют на изделия допустимые к работе в:
Выбор диаметра электрода
Основным показателем для выбора является толщина свариваемого металла, но должны учитываться тип сварного соединения, форма подготовленных кромок под сварку, положение шва в пространстве, химический состав свариваемого металла. От того, насколько правильно подобраны электроды, зависит качество выполненного сварного соединения.

Настройка сварочного тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер

Неплавящиеся сварочные электроды
Помимо электродов для РДС, есть электроды для других видов сварки.


Неплавящиеся сварочные электроды

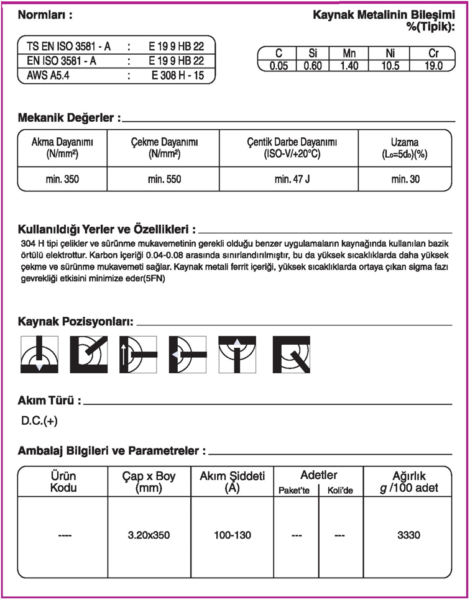
Сварочные электроды AWS E308-16
| Химический состав, % | ||||||||
| C | Mn | SI | S | P | Cu | Ni | Mo | Cr |
| ≤0,08 | 0,5─2,5 | ≤0,9 | ≤0,03 | ≤0,04 | ≤0,75 | 9─11 | ≤0,75 | 18-21 |
| Диаметр электродов и сила тока при сварке (DC ) | ||||
| Ø 2 | Ø 2,5 | Ø 3,2 | Ø 4,0 | Ø 5,0 |
| 40─80 А | 50─100 А | 70─130 А | 100─160 А | 140─200 А |
Маркировка сварочных электродов AWS E308-16
| Условное обозначение электродов | ||||
| ГОСТ 9466-75, ГОСТ 10052-75 | ISO Международный | AWS A (США) | DIN (Германия) | BS (Англия) |
| Э-07Х20Н9-ОЗЛ-8-Ø-ВД | E 19.9 B20 | E 308-16 | E 19.9 B20 | E 19.9 B |
| E 308-16 | |||
| E | 2 или 3 цифры | 1 цифра | 2 цифра |
| Покрытый электрод для дуговой сварки | Индекс, определяющий химический состав и механические свойства | Пространственное положение
1- все 2 — нижнее |
Тип покрытия
(0-8) |
| Тип покрытия | |
| 0-Целлюлозное (DC +)
1-Целлюлозное (DC/AC +/-) 2—Рутиловое (AC/DC) 3—Рутиловое (AC/DC, для всех положений) 4-Рутиловое (AC/DC, повышенный коэффициент наплавки) |
5-Основное (DC +)
6—Основное (AC/DC) 7-Руднокислое (AC/DC) 8—Основное (AC/DC, повышенный коэффициент наплавки) |
Маркировка сварочных электродов по AWS

22.11.2022